@wizard_master , companheiro, percebo bem a fase em que estás! Hehehe chama-se sofrer por antecipação! Nao te zangues, ja passei pelo mesmo.
Existe um momento em que, sem ter ainda posto as maos na massa ,enquanto esperamos pelo material, em que todas as questoes nos vêm à cabeça...
É assim, respira... tem calma, e apenas pesquisa, absorve o que vires e leres, mas nao te foques em demasia nas questões que te vierem à cabeça. Acredita, com as maos no material, tudo fará outro sentido.
Quanto ao filamento , e a tua questão inicial...
É assim. Temos, entre outros, o ABS, PETG e PLA... ( não falarei de hips, nylon, etc, porque estes 3 que referi , sao os mais " mainstream" . Contudo, tenho ainda pecas em hips do meu primeiro kit que adquiri via ebay, na hephestos, e estao ainda impecs. 2 anos de uso intensivo e talvez 48 spools depois...)
Ora bem, para peças de impressora , a melhor opção será sempre ABS. Mecanicamente é o mais resistente e com alto tolerancia a maiores temperaturas, sem deformar. ( ideal para as pecas perto da extrusora, por exemplo). Contudo é um filamento " dificil" . Precisa de temps mais altas para extrudir ( perto dos 240) , é sensivel a oscilacoes de temps, o que quase obriga a uma impressora fechada, enclosed, porque com toda a facilidade delamina ou faz warp da cama com uma simples corrente de ar.
Depois temos o PLA. É o filamento mais facil, mas por outro lado, por ser rigido, racha com maior facilidade. Em termos termicos, aos 60/70 ° amolece, o que faz com que, por exemplo se quiseres imprimir uma fan shroud, esta com facilidade , apos impressa , deformará, quando perto da cama quente.
Temos entao o petg... é um filamento mid-term. Razoavelmente facil de imprimir, com temps de impressao mais razoaveis, e resiste bem à temperatura da bed. O unico senao é que é mais elastico... se usado como pecas de fixacao, nao é tao rigido quanto o pla, mas resiste melhor as temps....
Ou seja , esta é uma area de concessoes...nunca existe o material ideal. As vezes determinado material é melhor num aspecto e menos bom noutro... temos é de saber as carateristicas de cada um e qual a melhor utilizaçao.
Espero ter ajudado, e volto a repetir.... calma! Respira! Tudo vai fazer sentido mais tarde.
1abc
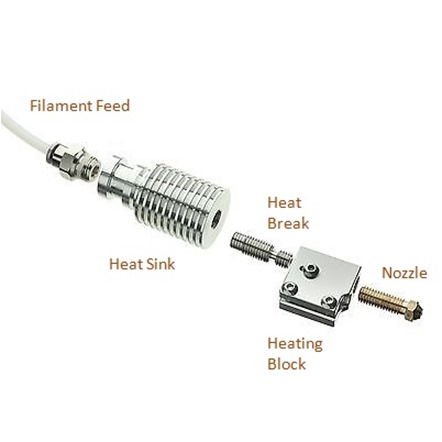
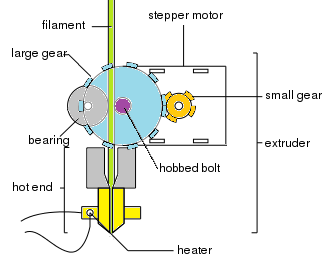
Edit: o que linkaste acima é um clone Titan. Ou seja uma copia chinesa da extrusora com desmultiplicacao 3/1 cujo original é da e3d , fabricantes do famoso e clonado e3d V6 extruder. Essa peça, é oque " empurra" o filamento para dentro da camera de extrusao. , a hot end.


")



.jpg)


")